| Наименование параметра | Значение |
| Количество основ, шт. | 2 |
| Диаметр первой основы, мм | 2,5 |
| Диаметр второй основы, мм | 2,5 |
| Количество шипов, шт. | 4 |
| Диаметр проволоки шипа, мм | 2 |
| Шаг скрутки двух основ, мм | 50 |
| Шаг расположения шипов, мм | 75 - 150 |
| Число циклов автомата, цикл/мин | 200 |
| Производительность, м/мин | 15 - 30 |
| Масса наматываемых мотков готовой колючей проволоки, кг | 35 |
| Габаритные размеры автомата (без разматывающих устройств), мм слева направо спереди назад высота |
4450 ±15 1300 ± 15 1450 ± 15 |
| Масса автомата, не более, кг | 3000 + 2% |
| Род тока питающей сети | Переменный трехфазный |
| Мощность электродвигателя, кВт | 5,5 |
| Частота тока питающей сети, Гц | 50 |
| Напряжение питающей сети, В | 380 |
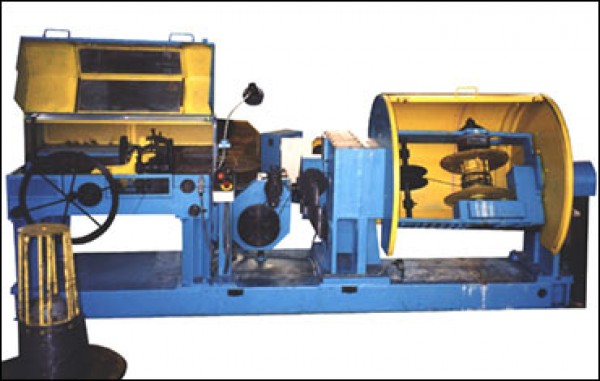
Автомат мод. АКП7003 предназначен для производства двухосновной колючей проволоки. Для основы и шипов колючей проволоки применяется катанка по ГОСТ 3282-74. Допускается изготовление проволоки из стали марки 08кп по ГОСТ 1050-74. Основой колючей проволоки служит термически обработанная проволока, которая должна иметь временное сопротивление разрыву не менее 350 н/мм2 и выдерживать без разрушения не менее пяти перегибов на 180 град. Шипы колючей проволоки, расположенные на равных расстояниях друг от друга, изготавливаются из термически необработанной проволоки с временным сопротивлением разрыву не более 1180 н/мм2 . Автомат может применяться для нужд народного хозяйства и оборонной промышленности. Вид климатического исполнения УХЛ4 по ГОСТ 15150-69. при поставке в страны с тропическим климатом учтены требования ГОСТ 15151-69 Для изготовления 1 тонны двухосновной колючей проволоки с шагом расположения шипов 75мм и скоростью 20 м/мин, необходимо 630 кг проволоки O2,5 мм и 370 кг проволоки O2,0 мм. Длина 1 тонны двухосновной колючей проволоки составляет 8,2 км. В одном бунте весом 35 кг находится 286 м колючей проволоки. Вес 1 м колючей проволоки – 0,122 кг. Выработка за смену при коэффициенте использования оборудования 0,8 составит 920 кг
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДВУХОСНОВНОЙ КОЛЮЧЕЙ ПРОВОЛОКИ НА АВТОМАТЕ МОДЕЛИ АКП-7003:
Принцип изготовления заключается в навивке шипов между и поверх двух скрученных основ колючей проволоки. К двум основам проволоки подается с двух сторон проволока для шипов и производится навивка шипов на две основы в разных направлениях, обеспечивая необходимый угол раствора шипов.
Затем ножи отрезают концы шипов и далее осуществляется подача двух основ проволоки, равная величине настроенного шага расположения шипов. Таким образом процесс повторяется.
Скручивание двух основ проволоки происходит постоянно в течение всего цикла. Наличие счетчика позволяет определять количество наматываемой проволоки в барабане.
ПРЕДПРИЯТИЕ ОСУЩЕСТВЛЯЕТ СЕРВИСНОЕ ОБСЛУЖИВАНИЕ НА ПРОТЯЖЕНИИ ВСЕГО СРОКА ЭКСПЛУАТАЦИИ АВТОМАТА
Похожие товары
 Автомат для изготовления колючей проволоки АКП7001 (одноосновная)
Автомат для изготовления колючей проволоки АКП7001 (одноосновная)
Диаметр основы 2,8 мм
Производительность 16,5 м/мин.






