


Трансферные (агрегатные) станки как правило применяются на крупносерийных производствах небольших деталей, это полностью автоматическое оборудование с возможностью небольших переналадок размеров деталей. Трансферные станки получили широкое применение в массовых производствах сантехнических, автомобильных и электротехнических деталей.
Один трансферный станок может выполнять до 12 различных операций таких как:
Растачивание
Фрезерование
Сверление
Проточка
Нарезание резьбы и.т.д.
Трансферные станки получили свое название исходя из принципа работы. На Трансферных станках путем деления окружности в 360° на равные части 6, 8 или 12 частей и при углах 30°,45° и 60° производится обработка деталей и каждая предыдущая операция,готовит площадку для следующей операции.Таким образом на данных станках имеется возможность обработки таких деталей как; кран, вентиль, гайки, втулки, нипель, шары шарового крана, отводы и многие другие детали как сантехники так и других направлений
Принцип работы Трансферных станков основан полностью на гидравлической основе,а механическая часть работает в полной взаимосвязи с системой электронного слежения, которая была разработана нами специально для трансферных станков.



Трансферные станки предназначены для обработки металлических изделий , имеющих сложную форму и несколько поверхностей обработки расположенных в различных координатах.
Трансферные станки имеют возможность выполнять различные виды обработок , а в частности ; токарные, резьбонарезные, расточные, сверление, фрезеровка и др.
Работа станка основана на гидравлической системе движения и контроля. Контролером движений используется Логический Программный Процессор (PLC).
Заготовка для обработки устанавливается в вращающийся барабан , который может иметь станции обработки 8,10,12 станций, число которых зависит от сложности и степени точности обрабатываемой детали
Слева и справа барабана ,а так же вдоль оси вращения барабана устанавливаются обрабатывающие узлы.
Количество и порядок установки узлов зависит от конфигурации деталей и требованиям обработки. Общее количество узлов может достигать 24 узлов.
Удерживания заготовок в барабане осуществляется за счет гидравлических захватов, изготовленных исходя из формы заготовки,
Установку и снятие заготовки можно выполнять как вручную так и автоматически.
Время обработки детали на станке колеблется в интервале 5-10 секунд в зависимости от сложности детали.
Конфигурация станка позволяет вести одновременно от двух до трех операций.
Автоматическая система удаления стружки позволяет достичь бесперебойной работы станка.
Установка и наладка режущего инструмента производится вручную , что позволяет в кратчайший срок заменить или же отрегулировать инструмент на заданный размер.
Система управления станком очень проста и за счет отключения некоторых узлов позволяет вести обработку различных деталей(к примеру с меньшим числом поверхностей подлежащих обработки)
Трансферные станки в основном используются в крупно и мелкосерийном производстве и существенно сокращают необходимое число станков и рабочей силы необходимых для изготовления деталей.
Широкое применение эти станки получили на предприятиях по изготовлению сантехнической арматуры, в автомобилестроении и других отраслях.
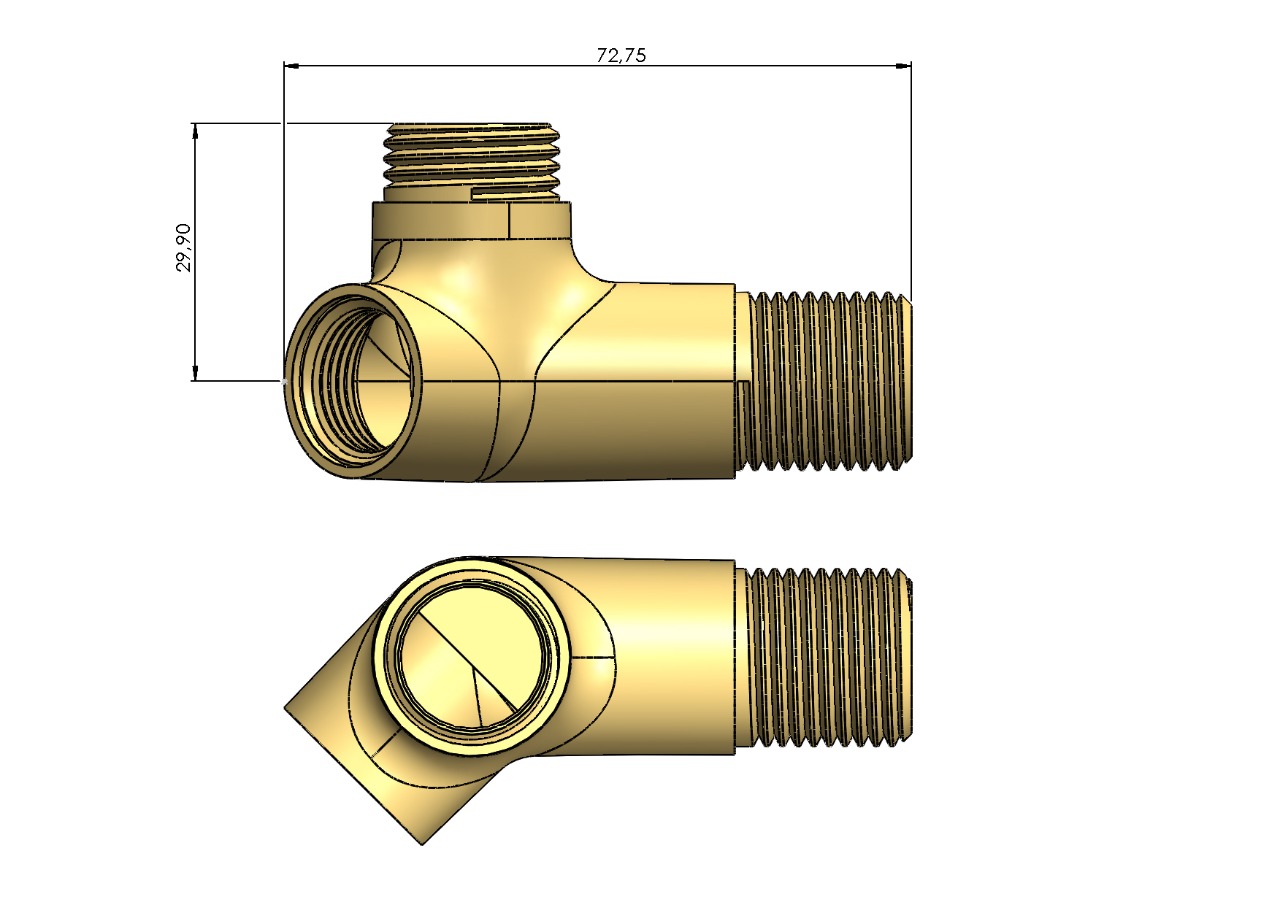
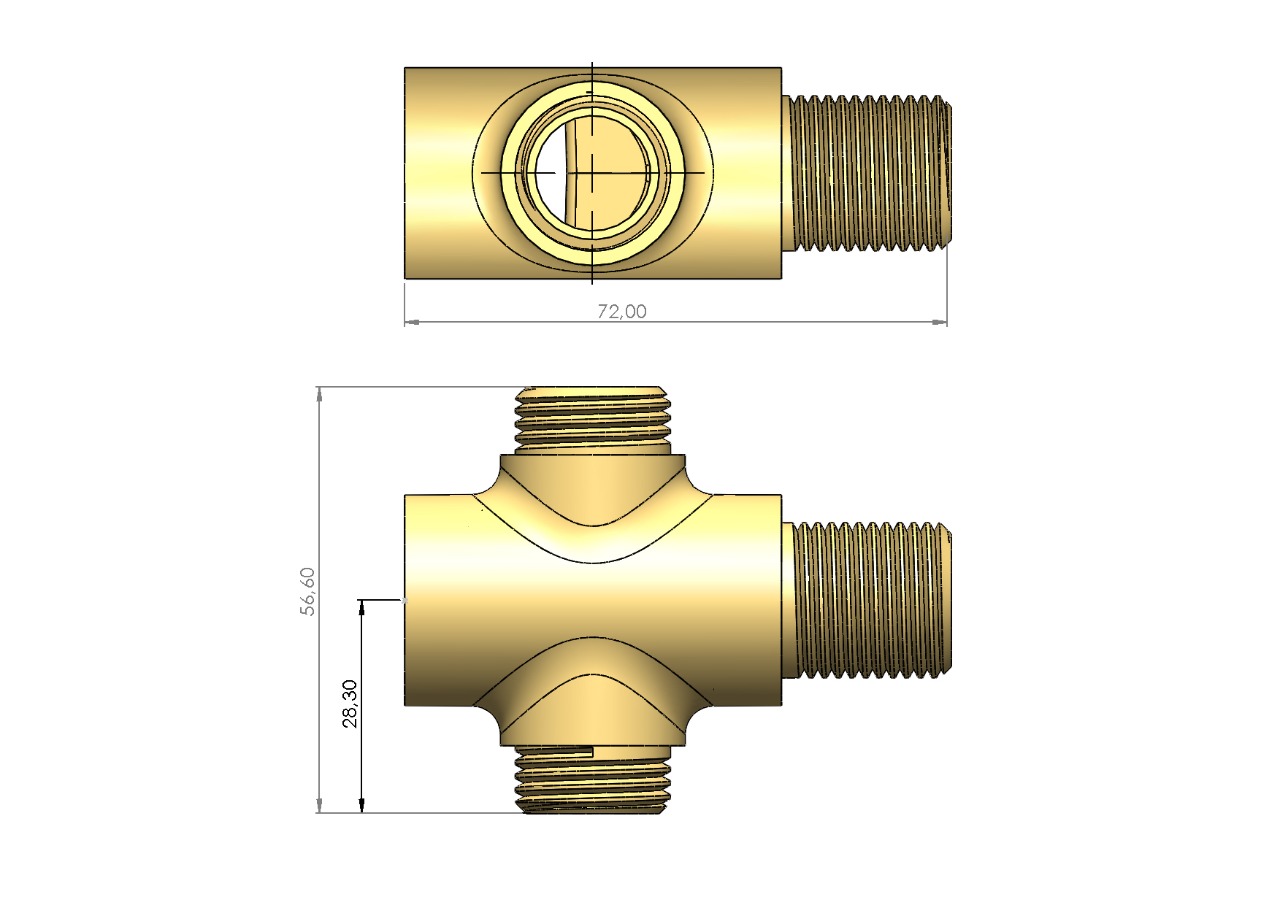
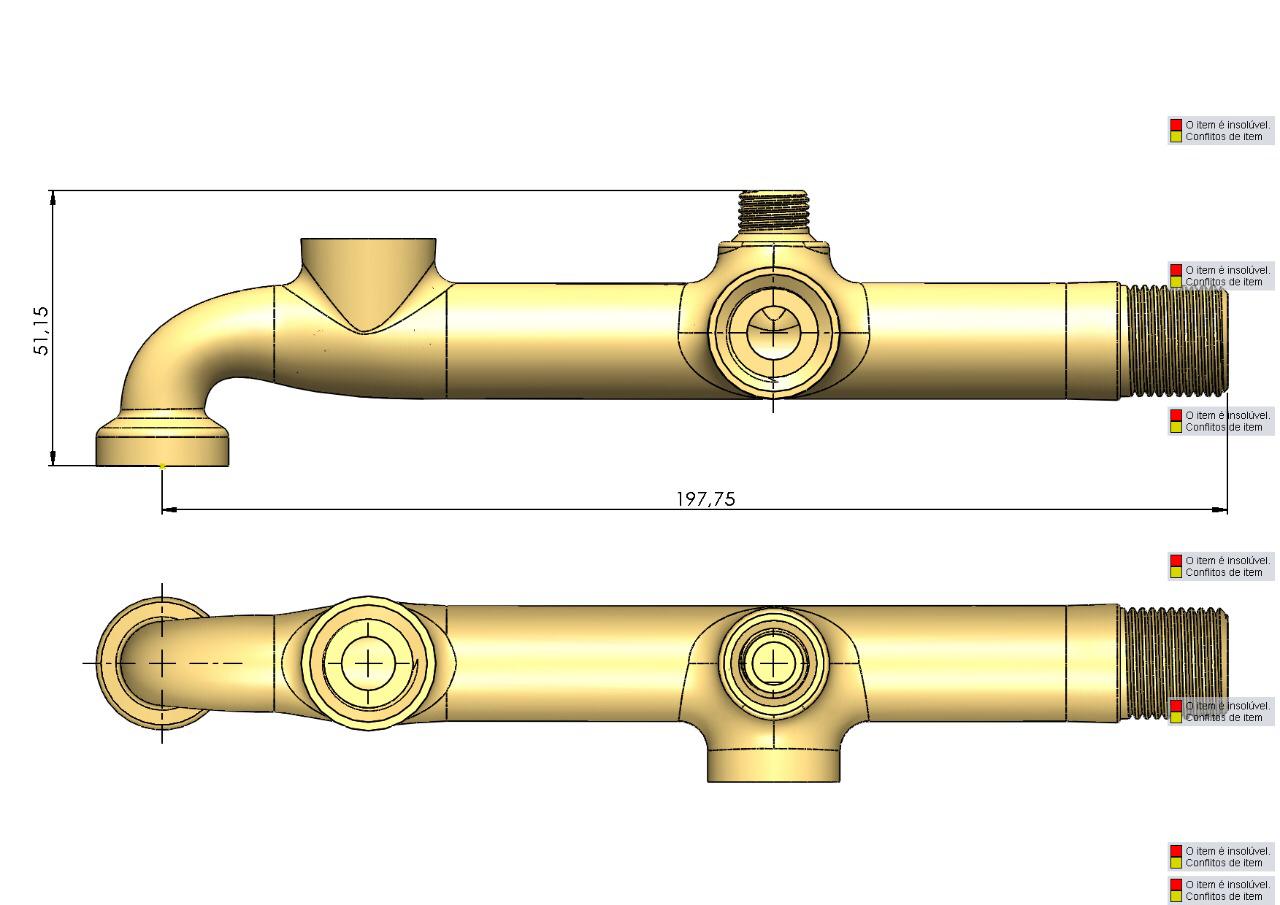
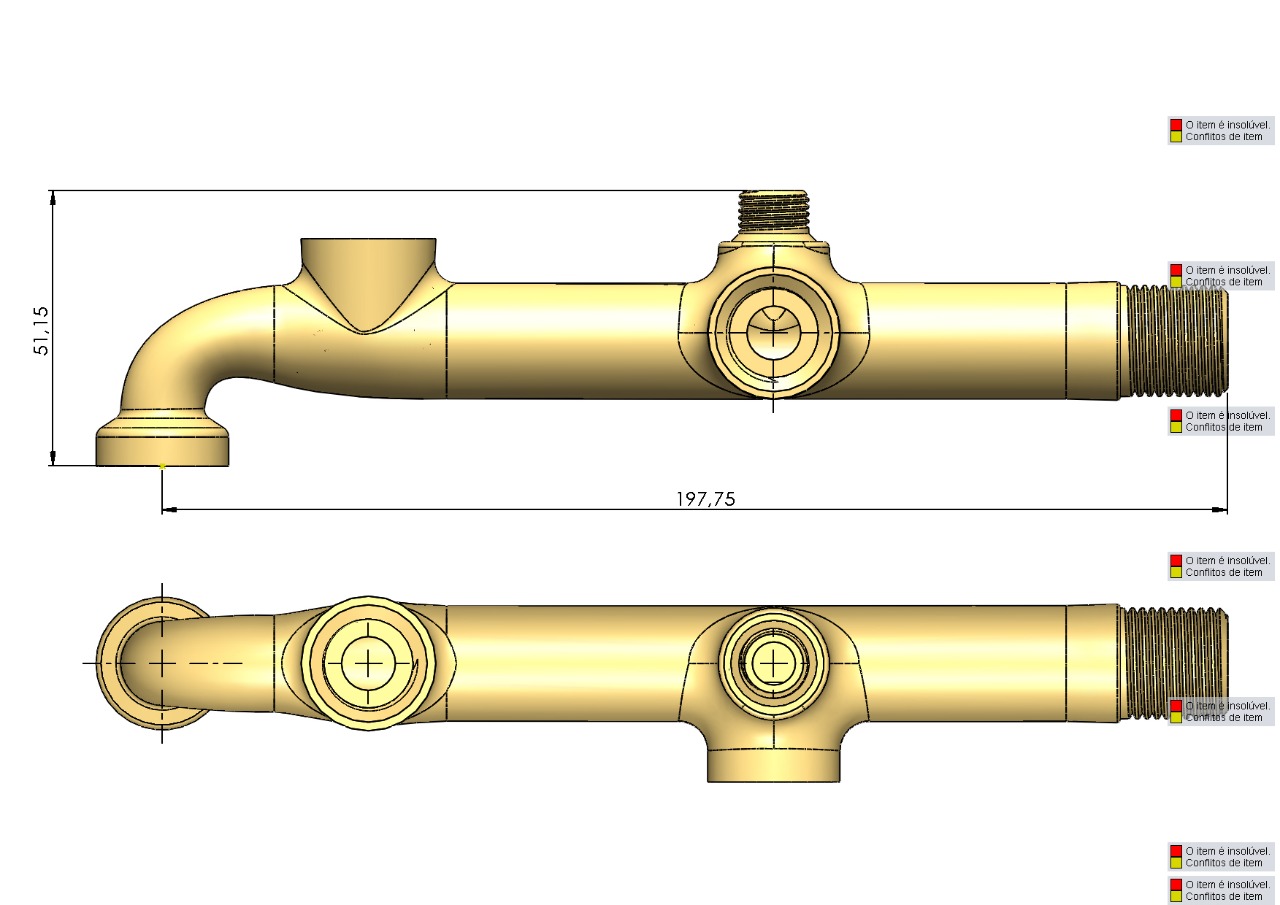
Примеры деталей изготавливаемых на трансферных станках
Наша компания также может предложить полную линию для серийного изготовления сантехнических шаровых кранов линия включает в себя следующие компоненты:
1. Линию непрерывной протяжки прутка
Которая включает в себя
* Печь индукционная мощностью 175 КВТ
* Печь для отпуска мощностью 150 КВТ
* Формы (инструмент) 3 комплекта
* Узел протяжки прутка и труб
* Обдирочный станок с тройным ножом с гидравлической автоматической и ручной обдиркой
* Вертикальный правильный станок с 9-ми роликами на размер 16-45мм
2. Прессовое оборудование для штамповки
3. Механическая обработка (трансферные станки)
4. Сборочная линия